

Automotive Wire Harness Standards: IATF 16949 Compliance Explained
In 2016, a global automotive OEM issued a recall affecting nearly half a million vehicles. The root cause traced back to a wire harness — specifically, a connector terminal that had not been fully seated during assembly at a Tier 2 supplier. The defect passed every visual inspection. It even passed the supplier’s own electrical test. What it did not survive was eighteen months of road vibration, after which it began intermittently disconnecting a critical sensor signal in the field.
The supplier in question held a current ISO 9001 certificate. They did not hold IATF 16949.
The difference between those two certifications, on paper, looks small. In practice, it is the difference between a quality system that detects this type of failure mode before it ships and one that does not.
IATF 16949 gets named on every supplier qualification form, every RFQ document, and every procurement checklist in the automotive industry. And yet — read the typical online explanation of what the standard actually requires, and the answer is usually a list of acronyms with no real explanation of how those acronyms translate into shop-floor reality. This guide takes a different approach. What follows is a practical breakdown of what IATF 16949 demands from a wire harness manufacturer, and how those demands are met across the five production plants operated by ASR Industries in India.
What IATF 16949 Is — and What It Is Not
A common misunderstanding, especially among buyers new to automotive procurement, is that IATF 16949 is a certificate. It is not. The certificate is the visible outcome. The standard itself is a system — a documented, audited, continuously reinforced way of operating that has to function the same way on a slow Tuesday in monsoon season as it does on the day an external auditor walks through the door.
Not Just a Certificate on a Wall
Certification under IATF 16949 is not a one-time event. After the initial audit (which itself is conducted in two stages — Stage 1 reviews documentation, Stage 2 verifies on-site implementation), the certified facility enters a three-year cycle of surveillance audits. Every twelve months, an external auditor returns to verify that the system is still functioning as documented. At the end of three years, the facility goes through a full recertification audit — essentially starting from Stage 1 again.
Failure during a surveillance audit triggers consequences. Minor findings require corrective action and follow-up. Major findings can result in certificate suspension, which in turn typically results in customer-imposed business consequences — sometimes immediate, sometimes at the next sourcing decision. A certificate that gets framed on a wall and then ignored is not what IATF certification means in any meaningful sense.
IATF 16949 vs ISO 9001 — Where They Actually Differ
ISO 9001:2015 is the international standard for general-purpose quality management systems. It is sector-neutral. It applies equally to a bakery, a software development firm, and a wire harness manufacturer. The framework is robust, but it does not address any of the specific risks that arise in high-volume, safety-critical automotive manufacturing.
IATF 16949:2016 is built on top of ISO 9001 — not parallel to it. Every clause of ISO 9001 still applies. On top of that foundation, IATF 16949 adds automotive-specific requirements: Advanced Product Quality Planning, Production Part Approval Process, design and process FMEA, Statistical Process Control, Measurement System Analysis, and a long list of customer-specific overlay requirements.
The structural relationship matters. A facility can hold ISO 9001 without holding IATF 16949. The reverse is not possible. ISO 9001 is the prerequisite, not the alternative.
Who Actually Needs to Hold It
The automotive supply chain is structured in tiers. The vehicle OEM sits at the top. Tier 1 suppliers — the companies that deliver complete sub-systems directly to the OEM — sit immediately beneath. Tier 2 suppliers (such as wire harness manufacturers supplying Tier 1 wiring system integrators) feed components and sub-assemblies into the Tier 1 layer. Tier 3 and below handle raw materials and basic components.
IATF 16949 is contractually required by most automotive OEMs for their Tier 1 suppliers. Tier 1s in turn flow that requirement down to Tier 2 suppliers — typically through their own customer-specific requirements document. Wire harness manufacturers operating in serious automotive supply chains are virtually always required to hold IATF 16949, either as a direct OEM requirement or as a Tier 1 flow-down.
For aftermarket and non-automotive customers, the requirement is less universal. But the trend across recent years has been clear: even non-automotive industrial buyers (solar, EV charging infrastructure, energy storage) increasingly specify IATF as a procurement requirement. The standard is no longer purely automotive in practical effect.

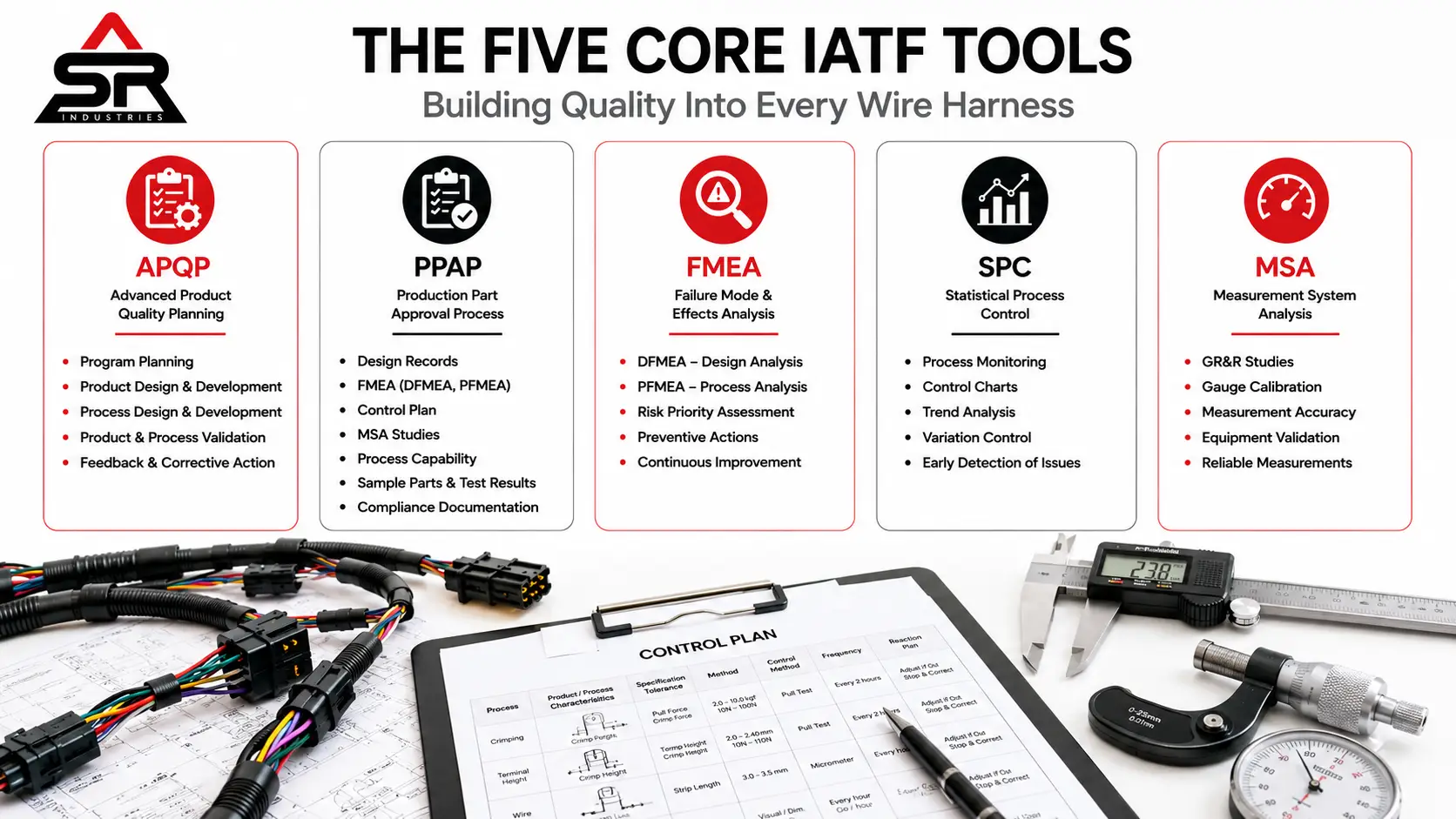
The Five Core IATF Tools in a Wire Harness Factory
This is the section most online explanations get wrong. The five core tools — APQP, PPAP, FMEA, SPC, and MSA — are routinely listed as a bullet list of acronyms, with no context for what each one actually does on a production floor. The result is content that gives a reader the vocabulary without the meaning.
APQP — Advanced Product Quality Planning
APQP is the structured pre-production process that turns a customer’s design requirement into a manufacturable product. For a new wire harness program, it begins the moment the customer hands over their initial specification and ends only when the harness is approved for serial production.
The phases are well-defined: program planning, product design and development, process design and development, product and process validation, and ongoing feedback and corrective action. Each phase has specific deliverables — a design review at the end of design and development, a process flow diagram and PFMEA at the end of process design, a successful run at rate (RAR) during validation.
For a moderately complex wire harness program, APQP typically runs 12 to 24 weeks from kick-off to PPAP submission. At ASR Industries, the APQP process is led by a cross-functional team that includes design engineering, manufacturing engineering, quality, and customer engineering counterparts — not a single individual ticking boxes on a document.
PPAP — Production Part Approval Process
PPAP is the formal evidence package that the manufacturer submits to the customer at the end of APQP to demonstrate that the design has been correctly understood, the process has been correctly developed, and the product can be made consistently at the required quality level. A wire harness PPAP submission, depending on the customer-specified submission level (Levels 1 through 5), typically includes:
- Design records and drawings
- Engineering change documents
- Customer engineering approval
- DFMEA (Design FMEA)
- Process flow diagram
- PFMEA (Process FMEA)
- Control plan
- Measurement System Analysis studies
- Initial process capability studies (Cp/Cpk for critical parameters)
- Production sample parts
- Dimensional and material test results
- Appearance approval report (where applicable)
- Sample production parts
- Master sample
- Records of compliance with customer-specific requirements
Level 3 PPAP — full submission to the customer with sample parts — is the most common level requested for new wire harness programs. A complete Level 3 PPAP for a complex harness program is rarely a small document.
FMEA — Failure Mode and Effects Analysis
Two FMEAs run alongside every wire harness program: Design FMEA (DFMEA) and Process FMEA (PFMEA). They look at different failure scenarios and they have different teams responsible for them, but they share an analytical structure.
DFMEA examines what could go wrong with the harness as designed. Could the selected wire gauge prove inadequate under a worst-case current draw? Could the selected connector lose retention force after multiple mating cycles? Could the routing path expose the harness to a chafing risk against a moving component? Each potential failure mode is rated on severity, occurrence, and detection — producing a Risk Priority Number — and high-RPN modes drive design changes before the harness reaches production.
PFMEA does the same exercise for the manufacturing process. Could the wrong crimp die be loaded into a crimping machine? Could a wire be routed onto the assembly board incorrectly? Could the final electrical test be skipped on a unit during a shift handover? Each potential process failure mode gets the same severity-occurrence-detection rating, and high-risk modes drive process controls — poka-yoke devices, additional inspection points, training requirements.
When the PFMEA is treated seriously, it is one of the most valuable documents in the entire quality system. When it is treated as a checkbox, it becomes worthless paper.
SPC — Statistical Process Control
SPC is the application of statistical methods to monitor and control manufacturing processes. The principle is simple: a process operating under control will produce output with predictable, bounded variation. A process drifting out of control will show statistically detectable patterns — trends, shifts, increased variation — before defective parts start reaching the customer.
In wire harness manufacturing, SPC is applied to the parameters that genuinely vary and genuinely matter. Crimp force on automatic crimping machines. Strip length on automatic cutting and stripping equipment. Pull force results from periodic crimp pull testing. Continuity test pass/fail rates over time.
The choice of what to monitor under SPC is an engineering decision, not a documentation requirement. Tracking everything produces noise that drowns out the actual signals. Tracking only the right things produces early warning of process drift.
MSA — Measurement System Analysis
A measurement is only useful if it is reliable. MSA asks the uncomfortable question: how much of the variation we are seeing in the measurements is variation in the product, and how much is variation in the measurement system itself?
The most common MSA technique is the Gauge Repeatability and Reproducibility (GR&R) study. For wire harness manufacturing, GR&R studies are conducted on the test equipment in the harness laboratory: continuity testers, dielectric test sets, pull force gauges, crimp height measurement tools. The result tells the quality team how much of the measured variation is attributable to the gauge and the operator, versus the actual part being measured.
Equipment that fails GR&R criteria is either replaced, recalibrated, or restricted to applications where its precision is adequate. Equipment that passes GR&R can be trusted to make pass/fail decisions on real production.
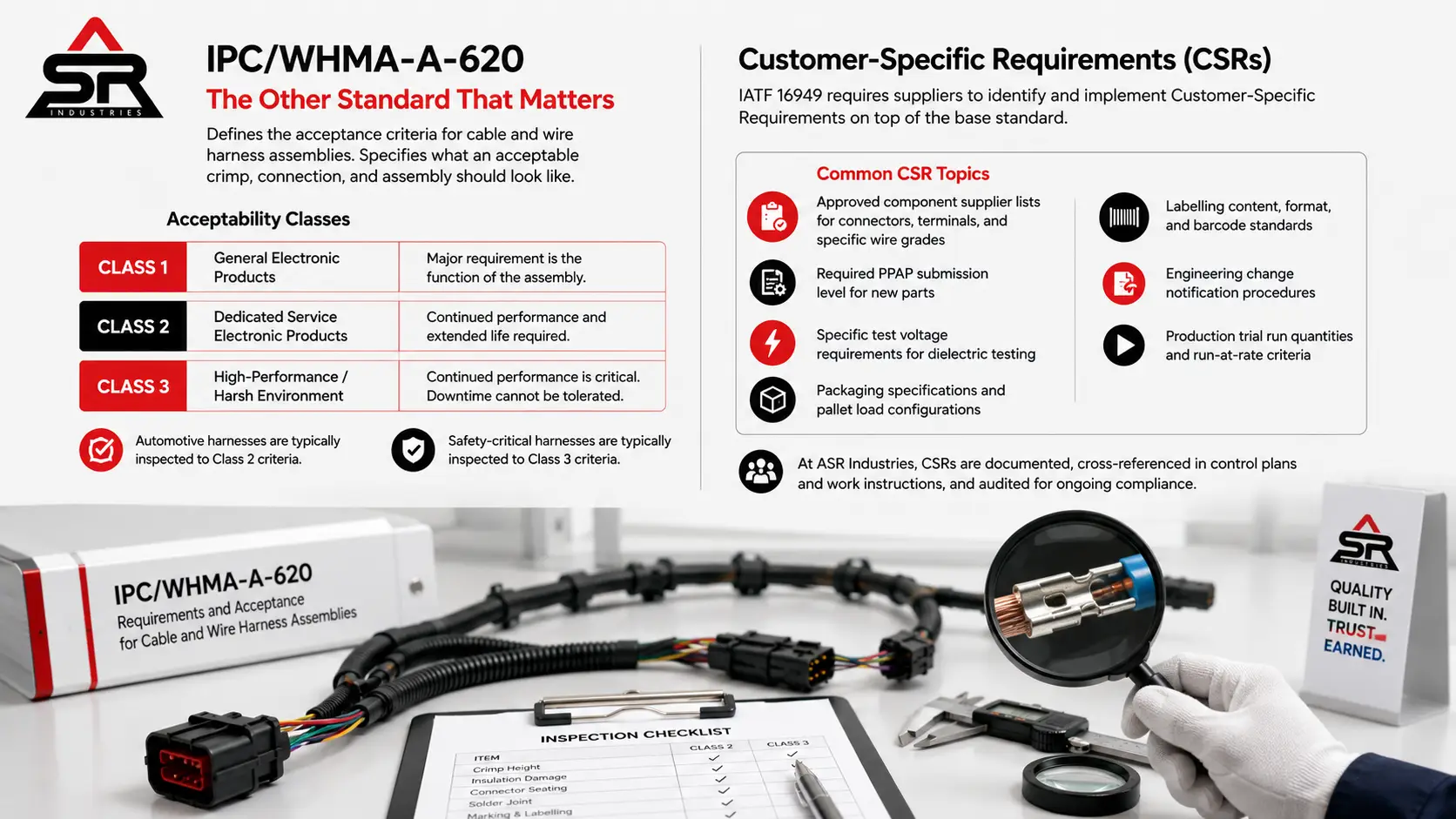
IPC/WHMA-A-620 — The Other Standard That Matters
IATF 16949 governs the quality system. It does not, however, define what an acceptable crimp looks like. That is the role of IPC/WHMA-A-620 — the Requirements and Acceptance for Cable and Wire Harness Assemblies, published jointly by IPC and the Wiring Harness Manufacturers Association.
IPC/WHMA-A-620 defines acceptance criteria for the physical product. Crimp height and width tolerances. Acceptable insulation damage during stripping. Connector seating verification. Solder joint criteria where soldering is used. Marking and labelling standards. The document is the recognised industry reference for what passes and what fails at inspection.
The standard recognises three acceptability classes:
- Class 1 — General electronic products, where the major requirement is the function of the completed assembly.
- Class 2 — Dedicated service electronic products, where continued performance and extended life is required, and for which uninterrupted service is desired but not critical.
- Class 3 — High-performance / harsh environment electronic products, where continued performance or performance-on-demand is critical, and where equipment downtime cannot be tolerated.
Automotive wire harnesses are typically produced and inspected to Class 2 criteria. Safety-critical harnesses — high-voltage EV battery interconnects, brake-by-wire systems, airbag firing circuits — are typically produced and inspected to Class 3.
The relationship between IATF 16949 and IPC/WHMA-A-620 is complementary, not redundant. IATF specifies that a quality management system exists and functions. IPC/WHMA-A-620 specifies what acceptance criteria that system enforces on the physical product. Both apply. Inspectors at ASR Industries are trained against IPC/WHMA-A-620, with their training records maintained as quality documents, and their inspection decisions audited for consistency with the class criteria applicable to each product.
Customer-Specific Requirements
IATF 16949 explicitly recognises that the base standard does not capture every requirement of every customer. Section 4.3.2 of the standard mandates that suppliers identify and implement Customer-Specific Requirements (CSRs) on top of the base IATF clauses.
What this looks like in practice varies considerably by OEM. Some publish a fifty-page CSR document. Others embed customer-specific clauses in their general supplier handbook. Some flow CSRs down from their own customers (the OEMs) to their Tier 2 suppliers. The variety is itself a manageability challenge — a supplier serving five different OEM customers may be managing five different sets of customer-specific overlays simultaneously.
For automotive wire harness manufacturers, common CSR topics include:
- Approved component supplier lists for connectors, terminals, and specific wire grades
- Required PPAP submission level for new parts
- Specific test voltage requirements for dielectric testing
- Packaging specifications and pallet load configurations
- Labelling content, format, and barcode standards
- Engineering change notification procedures
- Production trial run quantities and run-at-rate criteria
The way ASR Industries manages CSRs reflects the operational reality of running multiple customer programs in parallel. Each customer’s CSRs are documented in the quality management system per customer, cross-referenced into the relevant control plans and work instructions, and reviewed during internal audits to verify ongoing compliance. The system is built around the assumption that CSRs are not memorised — they are looked up, applied, and recorded every time.
A supplier who treats CSRs as informal knowledge that lives in a senior engineer’s head is one engineering departure away from a major compliance issue.
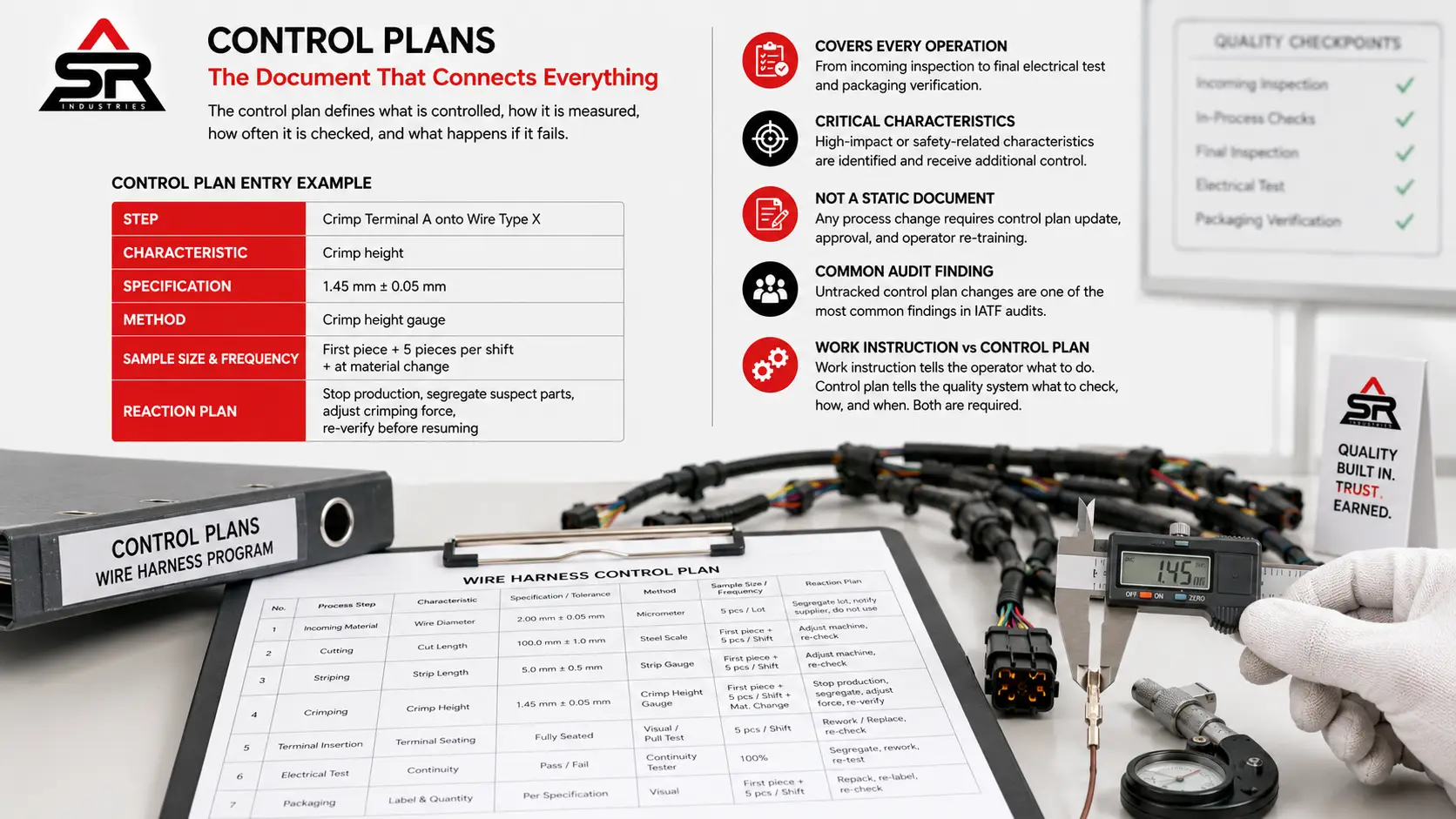
Control Plans
The control plan is the document that connects everything else. For each manufacturing step in a wire harness program, the control plan specifies what parameter is being controlled, what method is used to measure or verify it, what the acceptance range is, what frequency the check is performed at, and what happens if the check fails.
A control plan entry for the crimping operation on a specific wire harness might read like this:
- Step: Crimp Terminal A onto Wire Type X
- Characteristic: Crimp height
- Specification: 1.45 mm ± 0.05 mm
- Method: Crimp height gauge
- Sample size and frequency: First piece + 5 pieces per shift + at material change
- Reaction plan: Stop production, segregate suspect parts, adjust crimping force, re-verify before resuming
A complete wire harness control plan runs to many such entries — covering every operation from incoming material inspection to final electrical test to packaging verification. Critical characteristics (those with the highest impact on customer requirements or safety) are marked as such and receive additional scrutiny.
Control plans are not static documents. When the process changes — a new operator, a different machine, a revised customer requirement — the control plan must be updated, the change must be approved by the documented authorities, and the operators using the affected work instructions must be re-trained. Untracked control plan changes are one of the most common findings in IATF surveillance audits.
The relationship between the control plan and the work instructions is worth being clear about. The work instruction tells the operator what to do, step by step. The control plan tells the quality system what to check, how, and when. Both are required. One without the other is incomplete.
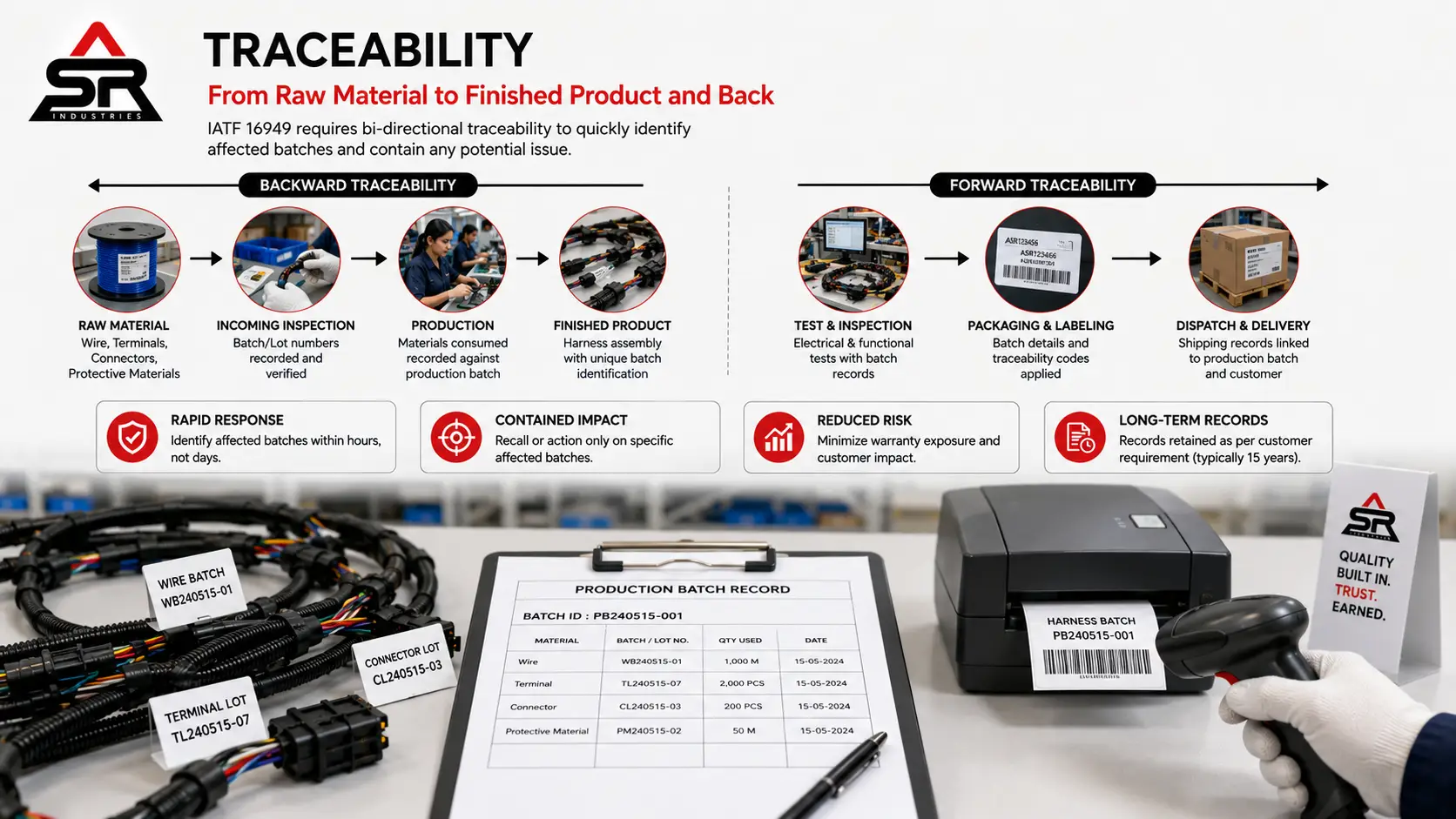
Traceability
The full value of traceability is rarely felt during normal operations. It becomes obvious at 2 am when a customer calls about a field failure and needs to know — within the next several hours — which production batches are potentially affected and which are not.
IATF 16949 requires traceability that runs in both directions: from finished product back to raw material batches, and from raw material batches forward to every finished product that consumed them. For a wire harness operation, this means batch numbers on incoming wire reels, terminal lots, connector deliveries, and protective material consignments, all recorded at incoming inspection, all linked to the production records of the harnesses that consumed them, and all retained for the period required by the customer (typically 15 years for automotive production records).
What this enables operationally is the difference between a contained problem and an uncontained one. If a field failure traces to a specific wire batch from a specific incoming material delivery, the production records will identify every harness produced using that batch — and only those harnesses. The customer impact, the warranty exposure, and the cost of corrective action are all bounded.
Without that traceability, the only safe response to a serious field issue is to assume that every harness produced in a wide time window might be affected. The cost difference between a targeted containment and an untargeted one is the kind of number that gets discussed in board meetings.
ASR Industries’ traceability system is built around batch-level tracking from incoming inspection through production records to dispatch. A specific production batch can be traced back to its raw materials, and forward to its shipping records, within a defined response time — measured in hours, not days.
Corrective Action
Every manufacturer experiences nonconformances. The difference between a mature quality operation and an immature one is not whether nonconformances occur — it is what happens next.
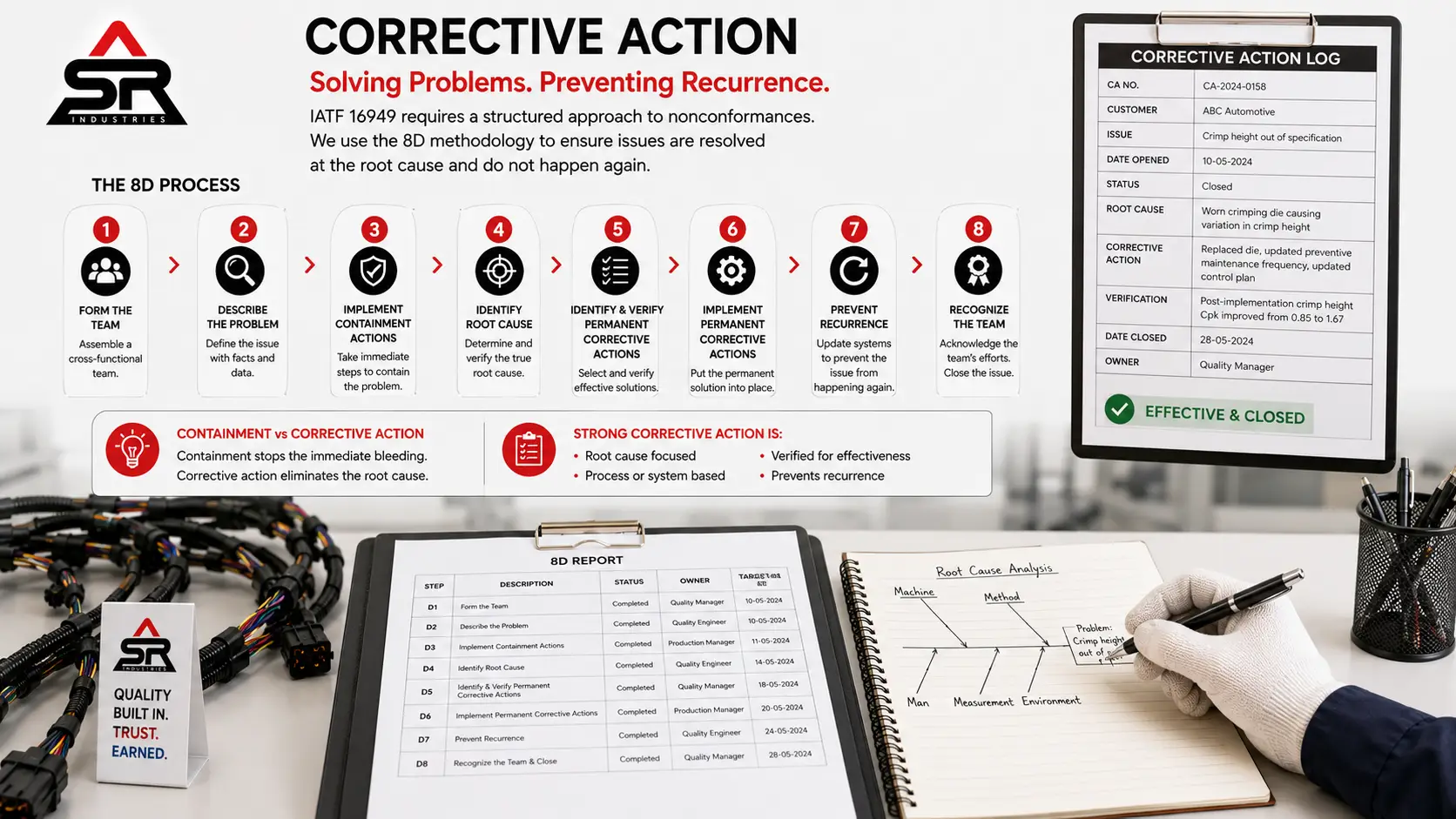
IATF 16949 requires a formal corrective action process. The automotive industry standard methodology is 8D — Eight Disciplines — which structures the response into a sequence: form the team, describe the problem, implement containment actions, identify the root cause, identify and verify permanent corrective actions, implement permanent corrective actions, prevent recurrence, recognise the team, close the issue.
The distinction between containment and corrective action is critical and often missed. Containment is what stops the immediate bleeding — quarantine the affected production, sort the suspect stock, ship known-good parts, advise the customer. Corrective action addresses the root cause so the same problem does not happen again. A supplier who runs strong containment but weak corrective action will keep producing the same defect every few months.
When ASR Industries opens a nonconformance investigation, the response is documented from the initial customer notification through to the final closure with root cause analysis and verification of effectiveness. Resolutions that depend on individual operator promises (“we will be more careful”) are not accepted as corrective actions, because they do not address root cause. Resolutions that change a process, install a poka-yoke, or modify a control plan entry are the only kind that close out an 8D properly.
This is the section of the quality system that OEM buyers should pay the closest attention to during supplier audits. The corrective action log of a wire harness supplier — what issues were raised, how they were investigated, how the corrective actions were verified — is the most honest picture of how the supplier actually operates.
What OEM Buyers Should Actually Check
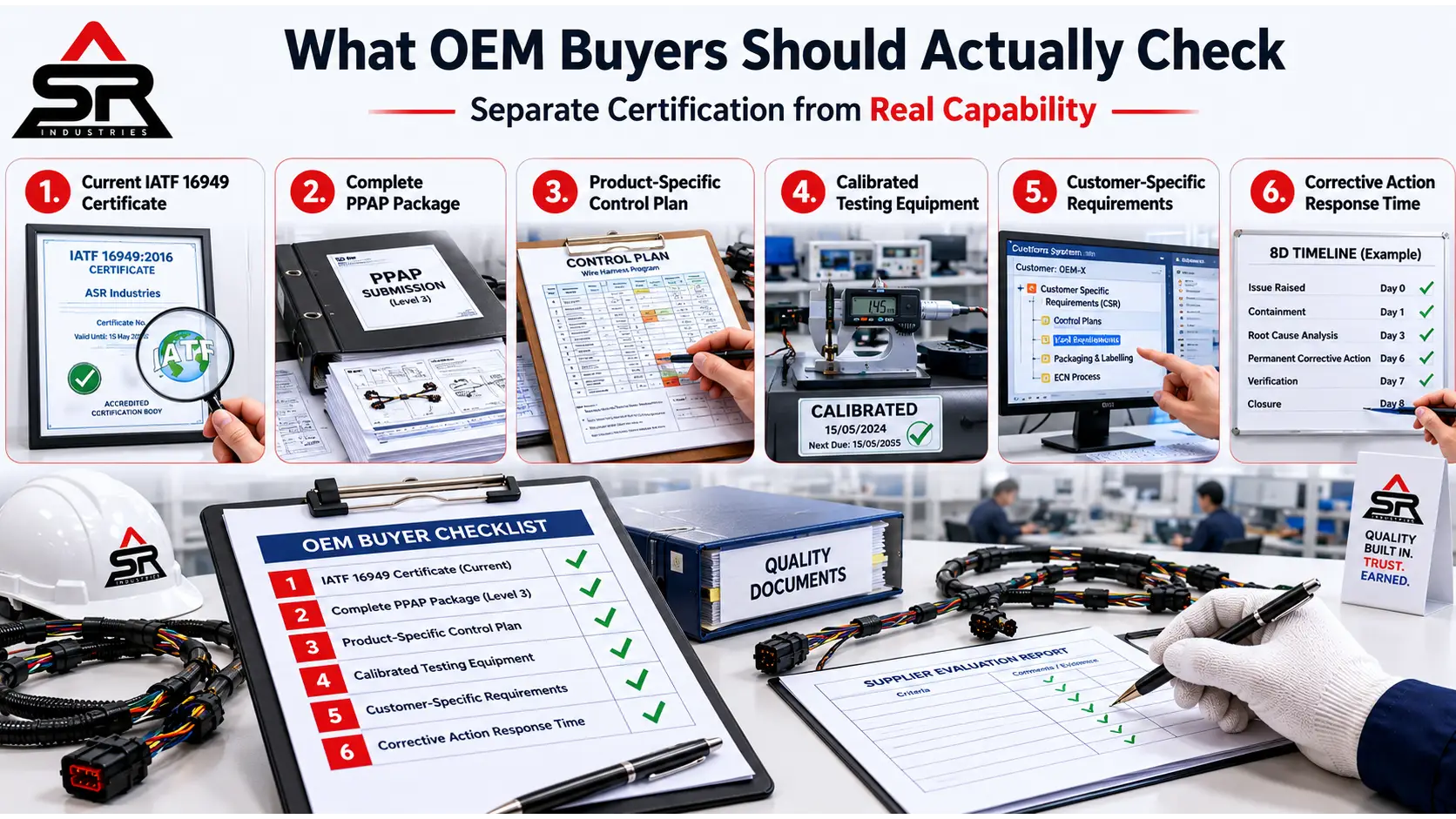
For procurement teams and supplier quality engineers evaluating wire harness suppliers in India, IATF 16949 certification is necessary but not sufficient. A serious qualification process verifies that the certification corresponds to actual operating reality. Six checks are worth conducting on every candidate supplier:
- Is the IATF 16949 certificate current, and from an accredited certification body? Verify on the IATF Sanctioned Interpretations database. Some suppliers display expired certificates, hoping nobody will check.
- Can the supplier produce a complete PPAP package? Ask to see a redacted sample from an existing customer program. A supplier who cannot produce one, or who produces one that is clearly templated rather than program-specific, is signalling something important.
- Is the control plan for the proposed product specific, or generic? A genuine control plan is detailed at the operation level. A generic template with the product name swapped in is not a control plan.
- Is the testing equipment calibrated? Ask when the last calibration was performed, what the calibration interval is, and whether MSA studies are conducted. Calibration certificates should be readily available.
- How are customer-specific requirements managed? Ask to see the system, not just hear about it. A supplier who can navigate to a specific customer’s CSR document inside their quality management system and show how it links to their control plans is operating at a meaningfully different level than one who cannot.
- What is the corrective action response time? Ask for a typical 8D closure timeline from a recent issue. If the answer involves weeks of delay before root cause analysis began, that is a warning sign.
These checks are not adversarial. Suppliers who are operating their quality system properly welcome them. Suppliers who treat their certification as decoration tend to find them uncomfortable.
How Compliance Works Across Five Plants
Maintaining IATF 16949 compliance at a single facility is demanding. Maintaining it consistently across five facilities — operating in Noida, Delhi NCR, Haryana, Uttarakhand, and Rajasthan — requires an integrated quality management system, not five parallel ones.
The approach at ASR Industries is built around shared procedures, shared documentation control, and centralised management review. The same control plans apply to the same product wherever it is produced. The same work instructions are issued from the same document control system. The same internal audit schedule covers all five plants, with cross-plant audits — where the quality team from one plant audits another — built into the annual schedule. This catches the kind of drift that single-plant internal audits sometimes miss, where a facility becomes too familiar with its own way of doing things.
Quality data from all five plants is reviewed at the senior management level on a defined cadence. Customer complaint trends, internal nonconformance rates, supplier performance, audit findings, corrective action closure rates — these feed into management review, where strategic decisions about resource allocation, process changes, and capability investment are made.
Current certification status across the ASR Industries facilities includes IATF 16949:2016, ISO 9001:2015, ISO 45001:2018 (occupational health and safety), and ZED Gold certification under the Government of India’s Zero Defect Zero Effect programme. Each of these is third-party audited, with surveillance audits maintained on the required schedule.
For OEM buyers evaluating production capacity, geographic risk, and consistency of quality — having five certified facilities operating under one integrated system is not the same as five independent facilities each holding their own certifications. The integration is what allows production to be flexed between plants, capacity to be rebalanced when needed, and quality outcomes to remain consistent regardless of which plant is producing on any given day.
Frequently Asked Questions
Q1. What is IATF 16949 and why does it matter for wire harness manufacturing?
IATF 16949:2016 is the international quality management system standard for automotive production. It builds on ISO 9001 with automotive-specific requirements covering design control, manufacturing process discipline, traceability, and corrective action. For wire harness manufacturers supplying automotive OEMs and Tier 1 customers, holding current IATF 16949 certification is a baseline qualification requirement — not a competitive differentiator.
Q2. What is the difference between IATF 16949 and ISO 9001?
ISO 9001 is a general-purpose quality management system standard applicable to any industry. IATF 16949 includes everything in ISO 9001 plus automotive-specific requirements — APQP, PPAP, FMEA, SPC, MSA, and customer-specific overlays. A facility cannot hold IATF 16949 without also conforming to ISO 9001; the reverse is possible.
Q3. Does every automotive wire harness supplier in India need IATF 16949?
Tier 1 suppliers serving global OEMs are virtually always required to hold IATF 16949 directly. Tier 2 wire harness manufacturers supplying Tier 1s are typically required to meet the same standard through customer flow-down requirements. Aftermarket and accessory-market suppliers face less universal requirements, though the trend across recent years has been toward IATF expectation even in non-traditional automotive segments.
Q4. What is PPAP and what does a wire harness PPAP package include?
PPAP — Production Part Approval Process — is the formal evidence package submitted to a customer to demonstrate that a manufacturer can consistently produce a part meeting all engineering and quality requirements. A wire harness Level 3 PPAP typically includes design records, DFMEA, process flow, PFMEA, control plan, MSA studies, initial process capability studies, dimensional results, material certifications, and production sample parts, all approved by the customer before serial production is authorised.
Q5. What is IPC/WHMA-A-620 and how does it relate to IATF 16949?
IPC/WHMA-A-620 is the industry-recognised acceptance standard for cable and wire harness assemblies — defining what acceptable crimps, insulation, connector assemblies, and labelling look like. IATF 16949 governs the quality system; IPC/WHMA-A-620 governs the physical product acceptance criteria. Both apply in a properly managed wire harness operation, and inspectors are trained against IPC/WHMA-A-620 class criteria (typically Class 2 for automotive, Class 3 for safety-critical applications).
Q6. How long does IATF 16949 certification take?
For a facility starting without an existing quality management system, full IATF 16949 certification typically takes 12 to 18 months: gap analysis, system development and documentation, internal audits, management review, Stage 1 documentation audit by the certification body, and Stage 2 on-site audit. For facilities with an existing ISO 9001 system seeking to extend to IATF, the timeline is shorter — typically 6 to 9 months.
Q7. How can an OEM buyer verify that a supplier’s IATF 16949 certificate is genuine?
The IATF maintains a public database of accredited certification bodies and oversight offices. Certified suppliers can also be looked up through the certification body’s public registry. Buyers should confirm three things: that the certificate is current (not expired), that the certification body is accredited, and that the certificate scope covers the products being procured. Counterfeit and lapsed certificates do appear in the market — verification is fast and worthwhile.
A Closing Thought
There is no shortage of wire harness suppliers in India who can produce a certificate when asked. The harder question — the one that separates competent suppliers from the rest — is whether what is described in this article actually happens, every day, on every shift, across every product.
IATF 16949 is not a marketing claim. It is a system. The system either functions, audit after audit, customer escalation after customer escalation, year after year, or it does not. The framework is what the certificate represents. The discipline is what the certificate is supposed to evidence.
For OEM procurement teams and supplier quality engineers evaluating wire harness manufacturers for new programs, the right approach is to verify both. Confirm the certification is current. Then confirm — through audit, through PPAP review, through corrective action history — that the operational reality matches the documentary claim.
For ASR Industries, that operational reality has been built over two decades, across five manufacturing plants, under continuous third-party audit. The certification is current. The system is functioning. And the welcome to verify both, in detail, stands open for any serious customer.
To discuss wire harness requirements for an automotive program, or to request a supplier qualification visit, contact the ASR Industries technical team or explore the wire harness product range.